| Page contents: |
| Introduction to fabbers |
| Today’s additive fabbers |
| What are fabbers used for? |
| When to use a fabber |
| Why use one? |
| Limitations |
| Process diagrams |
Copyright © 1998..2000, Ennex Research Corporation. All rights reserved.

Today’s additive fabbers
Available processes. There are six basic technologies on the market today for additive fabrication, including hybrid techniques incorporating an additive process:
Process diagrams. See the process diagrams document for illustrations of most of the processes described above. Commercial fabbers. The following table lists the commercial fabbers that implement each of these processes.
Several other techniques are under investigation in industry, government, and university laboratories around the world. | ||||||||||||||||||||||||||||||||||||||||

What are fabbers used for?(The page on Fabber Applications provides more detail on this subject. The summary here is provided for convenience.)
Commercial applications of fabbers are many and large. Some people have described the machines as “3-dimensional Xerox machines,” or “3-D faxes.” Indeed, both duplication and remote transmission of 3-dimensional geometries have been demonstrated using currently available machines. The applications of fabbers fall into five basic categories:
Direct production and copy tooling are the primary applications of subtractive fabbers, which are generally capable of high precision work in steel and other metals. The first successful commercial application of additive fabbers has been in prototyping because of their ability to render almost any geometrical shape. From the beginning, prototypes made in additive fabbers have been used as masters for making soft tooling for low-volume copies, but interest is growing in the use of additive fabbers to directly grow hard tooling for injection molding and other high-volume copy processes. People who use fabbers today, or will use them in the foreseeable future, include
For brief descriptions of some of the specific ways that people have used fabbers effectively, or will use them in the future, see the page on Fabber Applications. |

When to use a fabberThere are four criteria that determine whether a project is appropriate for a fabber:
In this list, the first two are mandatory: a fabber is not appropriate for direct high-volume production (although it can be used to make a copy tool, which can then be used to make large quantities of a product or part), and it cannot be used without computerized shape data. The third and fourth criteria are optional but determine the importance of using a fabber: The more complex a shape is, and the more likely one is to benefit from the ability to iterate the design, the more advantage is likely to be obtained from using a fabber. |
Why use one?Some of the advantages of fabricators over other means of generating solid objects are:
The advantages of using fabbers in design and production applications have been nothing short of dramatic. Manufacturers have typically realized time and cost savings of 50 to 80 per cent in product development, and even greater cost savings and schedule reductions are not uncommon. Along with reduced cost and development time, the practical ability to iterate designs leads to improved final product quality. Moreover, the ability to turn a new idea into a final product quickly can cause a stir of excitement and professional satisfaction in the product team. This in turn feeds back to high productivity and quality of performance from the individuals involved. |
LimitationsAlthough they often seem magical in their abilities, fabbers today are still far from the “Replicator” of Star Trek fame. Additive fabbers are generally limited in accuracy and resolution to about 0.1 mm (0.004 inch), although better results can be obtained by experienced operators or with some experimental techniques. Although fabbers are often much faster than alternative methods, they are not instantaneous, and sizable projects can run for days to be produced. Moreover, the maximum size that can be built in a single run of the largest additive fabbers is limited to less than half a cubic meter (a few cubic feet). Materials selection is also a limitation of the currently available machines. The commonly available materials include acrylics, epoxies, urethanes, and ABS, as well as wax for investment casting masters. Specialty materials also available include artificial wood and specially formulated ceramics, metallic alloys, and metallic composites. Finally, one must recognize that fabbers are still highly technical devices, requiring trained personnel and often industrial environmental controls for their use. |
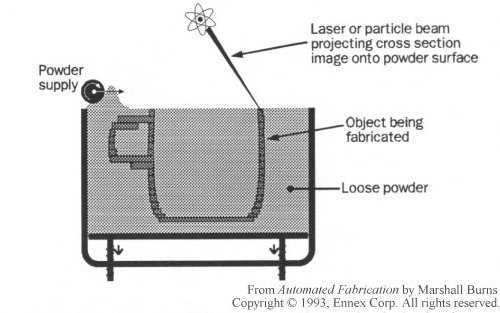
Process diagramsFor diagrams of additive fabber processes, click on the name of the process below.
|